23 October, 2020
Batch Fried Chips – a Classic Snack Processed with Modern Technology
Over the last decade, consumers have shown a growing interest for batch-fried chips with the hand-crafted appearance and texture. This growing demand has meant that many snack food producers have invested in equipment for batch-fried chips. The frying technology has been modernized and upgraded to match todays demands and requirements in relation to vegetable oil quality, extended running-times, safety, product flexibility, and product shelf-life. In this article, we explain the main challenges with batch fried chips production and review the pros and cons with different frying systems.
History
When potato chips grew in popularity in the 1950’s, all chips slices were batch-fried in a pan or kettle. In a kettle with hot oil, a batch of potato slices was dumped. The oil temperature dropped, and a person was hand stirring the kettle to separate the slices as the oil temperature rose. After 5-6 minutes the chips were ready and removed from the kettle and conveyed to a table for cooling and seasoning with salt. This batch process gave the chips a harder bite, a folded appearance and a darker colour. Later, most pan or kettle lines were replaced by modern technologies using continuous Multi -Zone fryers, blanchers to produce a uniform potato chip with light and even colour and a constant bite and crispiness.
Challenges
The difference and main challenge in a batch fryer versus a continuous fryer is the total amount of frying oil in the complete frying system compared to capacity. Normal continuous potato chips fryers have an Oil-Turn-Over-Rate of less than 8 hours whereas in a traditional batch fryer it can reach 35 – 40 hours. The Oil-Turn-Over-Rate is defined in hours and calculated as the weight of the vegetable oil in the frying system divided by the weight of oil pick-up in the chips per hour. The longer Turn-Over-Rate, the higher risk for the frying oil to get rancid.
In a buffer hopper with load cells, a certain amount of potatoes is collected. This batch weight matches the fryer size used (normally from 40-100 kilos per batch). At the start of the frying cycle, the potatoes are fed via the singulator to slicer. The potatoes are sliced and directly fed to the fryer. As no washing takes place before frying, all the starch and debris from the slicing process enters the fryer resulting in waste build-up inside the fryer pan. The starch and debris are challenges, in some fryer designs the frying process needs to be stopped and the frying pan cleaned out after 24–36 hours of production because of debris is covering the heating tubes. Cleaning is difficult as heating tubes can cover the whole pan bottom. The aim should be to run the fryer for a full week without stops.
Protecting the sensitive vegetable oil is more challenging in a batch fryer as the frying time normally is 5-7 minutes and the water inside the potato slices is evaporated during the first 2 minutes, the oil will not be covering by steam protection layer during the last part of the frying cycle. Most batch fryer are heated by gas. The gas is fired in tubes placed inside the frying pan. The open flames inside the tubes are heating the oil. The flame temperature from the gas can be very high, perhaps even as high as 800–900-degree C. If the tube system is not properly designed, the heat penetration onto the oil will be too high, resulting in hot-spots film and uneven temperatures causing the vegetable oil to break down faster.
As the total amount of vegetable oil in the batch fryer system is critical, direct gas heated fryers are suitable for capacities up to 150 – 160 kg/h of finished potato chips however for higher capacities (250-300 kg/h) an alternative heating media is recommended to minimize the total oil volume and allowing for other technical solutions addressing the above mentioned challenges.
Small to Medium Capacity Batch Fryers
The feeding time of the potato slices into a batch fryer is important in order ensure the right oil temperature at the infeed end of the fryer. When the full batch has entered the oil temperature should go down to 118 to 121 degrees C from start temp. To get the correct and short feeding time – one slicer from e.g. Urschel or FAM is enough. A normal line set-up is, therefore, one slicer feeding two fryers via a movable belt that can swivel between the two fryers.

As the potato slices enter the fryer, one or two paddle-wagons (agitators) will be moving back and forth in the frying pan separating the individual slices and ensuring that the bed of slices is in motion. The sequence of the action of the paddle-wagons is set by the PLC program. The number of trans-movements, the speed of the paddles, duration of stop and start times at each end, etc. are set in the recipe program for each type of potato chips being produced. The total frying time and requested temperature in the end of the batch cycle can also be set to match the product criteria’s set by the snack processor.
Today, there are many suppliers of gas heated fryers on the market, one company in particular, JD Manufacturing Inc. Pine Bluffs, Wyoming, USA, has elevated the technology to match the demands set by today’s processors.

Inside the pan, a specially designed gas tube heating system is installed to ensure that the oil temperature in each part of the pan is even and matching the set temperature. By having the largest tube surface area, the JD fryer has a low heat load which minimizes the oil degradation A high efficiency burner system is connected to a new tube design to ensure accurate temperature control and a reduction of the flame temperature to 350 -400 degree C. The clever fryer design reduces the Oil-Turn-Over-Rate to 27 -29 hours. A special bottom scraper system will remove any particles that are collected at the pan bottom, allowing the processor to run for a full week without stops. An auger will convey the debris to an external container. Towards the end of the frying cycle, the chips are moved onto the outfeed belt for completion of the frying cycle. When the chips are done, a gate opens, and the automatic take-out conveyor transports the chips to de-oiling and towards the seasoning system. The gas heated batch fryer from JD Manufacturing is manufactured in one size suitable for a production of 140 -160 kg /h of finished batch fried chips.
Medium to Large Capacity Batch Fryers
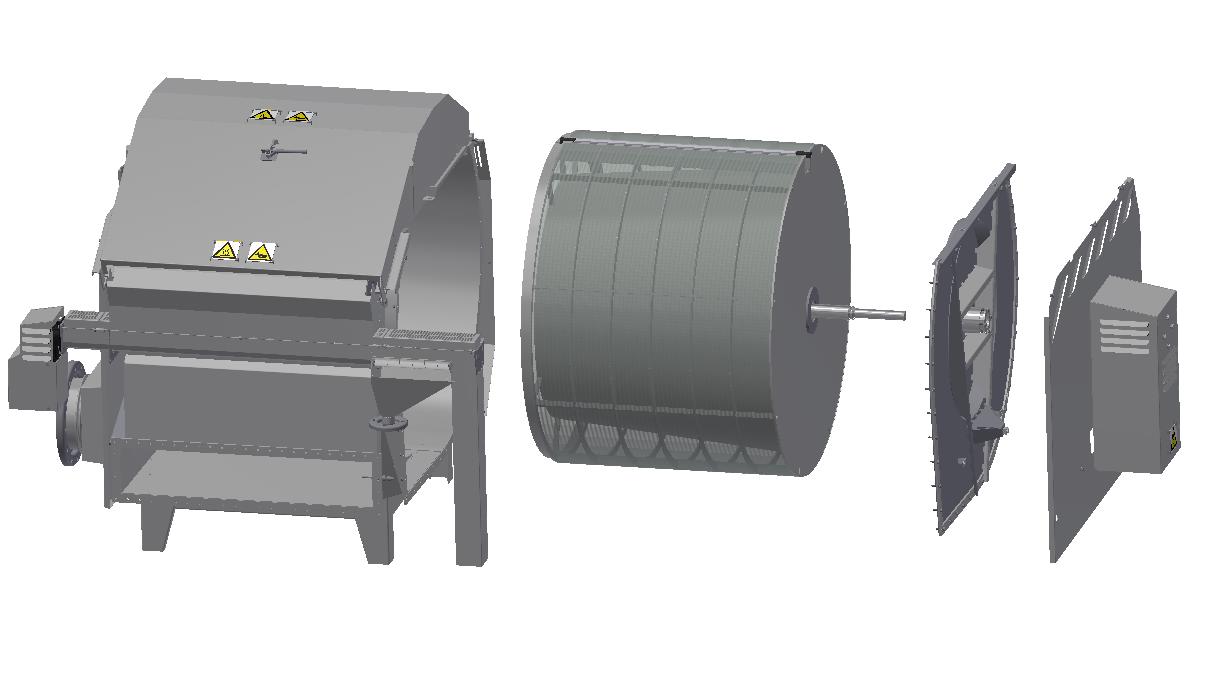
When a higher capacity of finished product is requested (250 -300 kg/h), the relation between the output capacity and total oil volume will give limitations using a direct gas heated batch fryer. For this reason, Rosenqvists Food Technologies developed a batch fryer using an indirect heating system, where the vegetable oil is heated over a tube heat exchanger using thermo oil as heating media. Thermo oil is a mineral based oil designed for temperatures up to 290-degree C. The boiler heating the thermo oil uses natural gas or diesel fuel. This system is an external indirect heating system, where the vegetable oil is heated outside the frying pan over a specially designed U-tube heat exchanger.

This heating principle means less total vegetable oil in the frying system with less heat load on the frying oil (max 240 degree C in the thermo oil system compared to much higher temperature in the flames when using gas heating). As the vegetable oil is heated outside the frying pan, the pan is completely “empty” inside with no tubes that can trap debris and small particles. The paddle-wagons of the Rosenqvists fryer have built-in scrapers which cleans the sides and bottom of the pan during each movement back and forth. The debris is constantly moved to the multiple oil out-lets located in the pan bottom. From these outlets the frying oil is continuously passing the oil drum filter. This oil is filtered down to 1000 micron.
After the oil drum filter, the vegetable oil is pumped into the tube heat exchanger and then it enters the multiple oil inlets located in the bottom of the frying pan. Through the concept of multiple oil in- and outlets, an accurate temperature is achieved over the full pan area. This system also allows for a customized temperature profile over the full frying cycle. Each step, through-out the frying cycle can be set to the specific temperature and time that the processor wants to “ create” it´s specific batch fried chips in terms of; crispiness, texture, colour, final moisture content, number of folder chips, etc. In a traditional batch frying system, one needs to adjust the batch size depending on the dry matter content of the potato. Working with poor quality of potato can then significantly influence the production capacity since the operator is forced to work with a smaller batch size. With the indirect heated frying system from Rosenqvists, the operator can be more flexible and adjust the temperature required in the fryer for any dry matter content of the potato. With this flexibility, there is no need to work with different batch sizes and you can always secure the maximum production capacity.
The paddle-wagons with the special agitator design ensures full product coverage of the product during
the infeed sequence and frying cycle. The action of paddle-wagons can be fully set. (time, speed, holding time, number of paddle movements, agitator speed, etc.). It is important that the paddle-wagons secures an evenly distributed layer of chips over the whole frying surface. You want to avoid having any open areas of oil allowing oxygen to gain access to the frying oil and risking oil quality.

To ensure an even feeding of the slices and accurate discharge of the fried chips, a booster pump delivers oil at high velocity into the frying pan. The oil inlet is located, in the infeed wall of the pan. When the thin cut slices are fed, via the high-speed infeed belt, the booster pump starts and moves the slices over the full frying area in length and width. When emptying the pan, after a completed frying cycle, the booster pump starts and ensure that every single fried chip is leaving the oil without being over-fried with the increased risk of too high levels of acrylamide.
Protecting the oil is important to minimize the break down and higher levels of free fatty acids (FFA). The fryer is equipped with a hood and a unique infeed gate system. After the infeed of the sliced potato, the gate will close so that all steam generated from water evaporation will be collected under the hood. During the second phase of the frying cycle, a gate valve in the exhaust pipe will close to further trap steam, again protecting oil quality. To minimize the amount of debris entering the fryer, the high-speed infeed belt, is cleaned during each frying cycle with a special washing station.
Summary
When selecting a batch fryer for smaller capacities (approx. 150 kg/h) pay attention to the design of the heating tube system inside the pan, how the debris is collected and potentially removed, how is the oil
protected, will the PLC program and system allow me to produce the chips, I want to offer to the market.
For a high-capacity batch fryer (approx. 250 kg /h) ask; how much oil is in the system? how can this fryer ensure that the oil is protected and that I can run it for a full week´s production without stop? Will it give me the flexibility I need? What are the future demands? How long time will it take to clean?